


管壳式换热器中换热管与管板连接的工艺
不管是固定管板还是浮头管板、U形管壳式换热器,管子与管板的连接是换热器中十分重要的结构和环节。
由于换热管和管板是换热器管程和壳程之间的唯一屏障,因此换热管与管板连接接头质量的好环是管壳式换热器失效最主要的因素。
换热器管板与管子的连接接头型式,根据换热器的使用条件不同,分为胀接、焊接、胀接加焊接。
胀接
首先将胀管器放入管子内,使管子径口变大,发生塑性形变,紧紧贴合在管板上。而与管口接触的管板由于管口变大也会随着变大,从而发生弹性形变。
当胀管器拔出之后,管板的弹性形变会恢复之前的大小,但是发生塑性形变之后的管口仍然保持变大的状态,不会恢复原状,从而两者紧紧连接在一起。
胀口质量的好坏主要取决于管端上径向残余压缩应力,其值同管子与管板的材料及尺寸是否开槽、胀管率、管子与管板的径向间隙,表面粗糙度等因素有关。
为了得到良好和稳定的胀口性能,除了严格控制管板的加工精度,保证管板材料与管子材料适当的硬度差,还需正确选用胀管器、胀管动力和控制手段,保证合适的胀度及采取合理的胀接顺序等。
滚柱胀管法
在一个构架上嵌入三个小直径的滚子,中间有一根锥型心轴的胀管器,胀管时将胀管器的圆柱部分塞入管孔内,利用电动、风动等动力旋转心轴,通过滚子沿心轴周向旋转,使心轴挤入管内面并强迫管子扩大,达到一定的胀紧度,使管子紧紧地胀接于管板的孔上。
胀管操作可分为前进式和后退式两种,前进式是将构架插入管内,旋转心轴,前进挤大,达到所定的紧固程度后电动机反转,由管中拔出完成胀管过程。
反转式和前进式一样旋转心轴前进,达到原定的紧固程度后电动机停止,同时后退装置的离合器啮合反转,滚子和心轴的相对位置保持不变,一边反转一边由该深度到入口处连续均匀地进行平行胀管。
由于这种胀接过程是由里至外,管子的伸长,发生在管板外侧,可以消除管束的受力状态,提高产品质量,故用于胀接长度大于60cm的连接。
爆炸胀管工艺
利用高能源的炸 药,使其在爆炸瞬间(10×10-6~12×10-6s)所产生冲击波的巨大压力,迫使管子产生高速塑性变形,从而把管子与管板胀接在一起,实现管子与管板的连接。
液压胀管工艺
液压胀管是一种新的胀接技术,它是通过对管子内表面施加高的液压力,使管子塑性变形而胀接于板孔内表面的。
液压胀接的胀管头是直径略小于管子内径的一段芯棒,芯棒两端的外圆表面上有多个密封件,在芯棒中部设有进油孔,在两段密封件之间的管段内施以高压,使管子发生塑性胀大变形而实现胀接。
在高加制造中采用液压胀管比采用机械胀管具有明显的优越性,特别是对产品只要密封性贴胀要求的胀接,不仅有效的提高工效,更主要的是胀接质量得到了明显改善
橡胶胀管工艺
橡胶胀压新技术是在橡胶受力变形的基础上发展起来的,它是利用橡胶弹性体的轴向压缩产生的径向压力将管子胀接于管板上的。
当加载拉杆施加拉力时,胀管橡胶便受到轴向压缩,并同时产生径向扩展,该扩展力足以使管子材料发生变形,从而实现管子与管板间的连接。
胀管橡胶采用弹性大,强度高的材料制成。为防止橡胶在高压下的轴向移动,在胀管头的两端装有特殊的硬橡胶密封环。
橡胶胀管的拉杆是用高强度钢做成的。它是通过约20MPa的压力水或油加载于拉杆上,由于拉力是背靠压环达到平衡的,故组成了一个内力系统,而不需要其他支撑或约束。
焊接
焊接分强度焊和密封焊两种。
焊接加工简单、连接强度好,在高温高压时能保证连接处的紧密性与抗拉脱能力,管子与薄管板的固定更应采用焊接方法。当连接处焊接之后,管板与管子中存在的残余热应力与应力集中,在运行时可能引起应力腐蚀与疲劳破坏。
此外,管子与管板孔之间的间隙中存在的不流动的液体与间隙外的液体有着浓度上的差别,还容易产生间隙腐蚀,目前在工况要求较高的场合推荐采用内孔焊。
强度焊接
强度焊指保证换热管与管板连接的密封性能及抗拉脱强度的焊接。
当换热管与管板连接处焊接之后,管板与管子中存在的残余热应力与应力集中,在运行时可能引起应力腐蚀与疲劳。此外,管子与管板孔之间的间隙中存在的不流动的液体与间隙外的液体有着浓度大的差别,还容易产生间隙腐蚀。
除有较大振动及有间隙腐蚀的场合,只要材料可焊性好,强度焊可用于其他任何场合。管子与薄管板的连接应采用焊接方法。
密封焊接
蜜蜂焊接指保证换热管与管板连接密封性能的焊接。
密封焊使换热管与管板的连接有效密封,并以适当的焊接方法、焊接工艺参数加强焊缝熔深,使之具备一定的焊缝强度。
换热管与管板采用焊接连接时,由于对管板加工要求较低,制造工艺简单,有较好的密封性,并且焊接、外观检查、维修都很方便,是目前管壳式换热器中换热管与管板连接应用最为广泛的一种连接方法。
在采用焊接连接时,有保证焊接接头密封性及抗拉脱强度的强度焊和仅保证换热管和管板连接密封性的密封焊。对于强度焊其使用性能有所限制,仅适用于振动较小和无间隙腐蚀的场合。
采用焊接连接时,换热管间距离不能太近,否则受热影响,焊缝质量不易得到保证,同时管端应留有一定的距离,以利于减少相互之间的焊接应力。换热管伸出管板的长度要满足规定的要求,以保证其有效的承载能力。
在焊接方法上,根据换热管和管板的材质可以采用焊条电弧焊、TIG焊、CO2焊等方法进行焊接。对于换热管与管板间连接要求高的换热器,如设计压力大、设计温度高、温度变化大,以及承受交变载荷的换热器、薄管板换热器等宜采用TIG焊。
焊接加胀接
当温度和压力较高,且在热变形、热冲击、热腐蚀和流体压力的作用下,换热管与管板连接处极易被破坏,采用胀接或焊接均难以保证连接强度和密封性的要求。
目前广泛采用的是胀焊并用的方法。胀接加焊接结构能够有效地阻尼管束振动对焊缝的损伤,可以有效地消除应力腐蚀和间隙腐蚀,提高了接头的抗疲劳性能,从而提高了换热器的使用寿命,比单纯胀接或强度焊具有更高的强度和密封性。
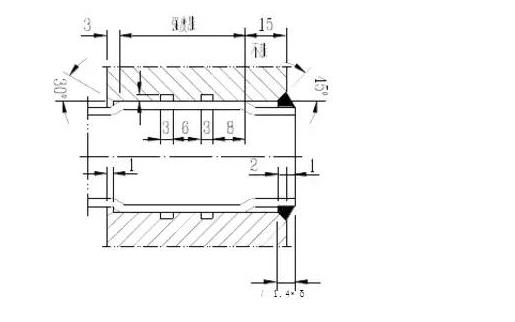
对普通的换热器通常采用“贴胀%强度焊”的形式;而使用条件苛刻的换热器则要求采用“强度胀%密封焊”的形式。胀接加焊接按胀接与焊接在工序中的先后次序可分为先胀后焊和先焊后胀两种。
先胀后焊
胀接时使用的润滑油会渗透进入接头间隙,而它们对焊接裂纹、气孔等有很强的敏感性,从而使焊接时产生缺陷的现象更加严重。这些渗透进入间隙的油污很难清除干净,所以采用先胀后焊工艺,不宜采用机械胀接的方式。采用贴胀虽不耐压,但可以消除管子与管板管孔的间隙,所以能有效的阻尼管束振动到管口的焊接部位。
但是采用常规手工或机械控制的胀接方法无法达到均匀的贴胀要求,而采用由电脑控制胀接压力的液袋式胀接方法可方便、均匀地实现贴胀要求。在焊接时,由于高温熔化金属的影响,间隙内气体被加热而急剧膨胀,这些具有高温高压的气体在外泄时对强度胀的密封性能会造成一定的损伤。

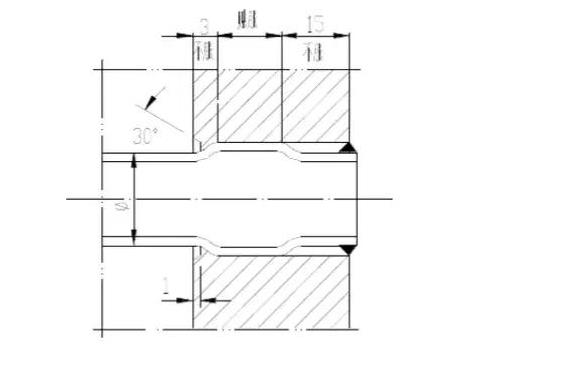
先焊后胀
对于先焊后胀工艺,首要的问题是控制管子与管板孔的精度及其配合。当管子与管板管孔的间隙小到一定值后,胀接过程将不至于损伤焊接接头的质量。但是焊口承受剪切力的能力相对较差,所以强度焊时,若控制达不到要求,可能造成过胀失效或胀接对焊接接头的损伤。
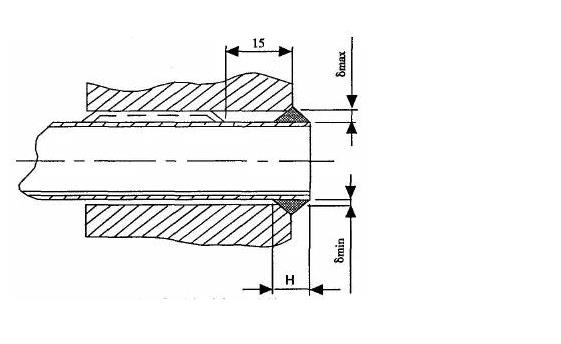
在制造过程中,换热管的外径与管板管孔之间存在着较大的间隙,且每根换热管的外径与管板管孔间隙沿轴向是不均匀的。当焊接完成后胀接时,管子中心线必须与管板管孔中心线相重合,才能保证接头质量,若间隙较大,由于管子的刚性较大,过大的胀接变形将对焊接接头产生损伤,甚至造成焊口脱焊。
焊接加胀接根据加工条件可分为先焊后胀、先胀后焊,其优缺点如下:
先胀后焊制造工艺对管子和管板的清洁程度要求较高,否则极易产生制造缺陷。而先焊后胀对管板和管子的清洁度要求不高。
先胀后焊工艺其焊接对胀接有不利影响,易造成胀接部位松驰。焊接时产生的气体不易排除,易出现焊缝缺陷,而先焊后胀可以根本上避免这种情况发生。
从焊缝质量和使用效果方面来看,先焊后胀工艺亦大大优于先胀后焊工艺。

