


壳管换热器紫铜管如何胀接?
目前中央空调用换热器换热管与管板的胀接都是采用综合成本比较低的机械胀接,主流厂家大部分选择气动胀管机或者电动胀管机作为驱动装置。电动胀管机相对于气动胀管机使用比较方便,插电即可以使用,使用过程中基本没什么噪音,但是胀接效率要低于气动胀管机。
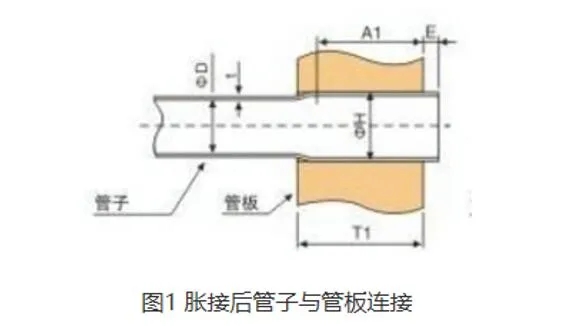
机械胀接时,通过胀管机旋转驱动胀管器胀珠扩张,使管子口径变大,发生塑性变形,最终紧紧的贴合在管板孔壁上。同时,由于胀管器胀珠的扩张管孔直径也会随之变大,从而发生弹性变形。当胀管器退出后,作用在管口的外力消失,管孔需要回弹,但是发生塑性变形的换热管仍然保持扩大后的状态,这样管孔内壁与换热管之间就产生了相互作用力,从而将两者紧紧连接在一起
(1)为了降低生产成本,起初我们采取管板不开槽但管子与管板之间涂抹密封胶的方式来进行胀接试验,管板厚度32mm,铜管规格一组为19×1.18mm,一组为25.4×1.18mm,胀接长度比管板厚度小3毫米。胀接减薄率实际测量在6%-7.5%之间。胀接完以后,待密封胶水达到2小时的固化时间以后,分别对两组容器进行气压试验检漏(压力3.22MPa),两组管头都出现多根泄漏,无法保证胀接密封性。
(2)第一种工艺失败后,我们又进行了管板开槽(国标363标准槽)但管头不涂抹密封胶水的胀接试验。同样管板厚度32mm,铜管规格一组为 19×1.18mm,一组为 25.4×1.18mm,胀接长度比管板厚度小3毫米。胀接减薄率实际测量在6%~7.5%之间。胀接完以后,待密封胶水达到2小时的固化时间以后,分别对两组容器进行气压试验检漏(压力3.22MPa),两组管头同样都出现多根泄漏,无法保证胀接密封性。
(3)第二种工艺也失败后,最后我们采取了管板开槽(国标363标准方槽)并且管头涂抹密封胶水进行胀接试验。同样管板厚度32mm,铜管规格一组为19×1.18mm,一组为25.4×1.18mm,胀接长度比管板厚度小3毫米。胀接减薄率实际测量在6%-7.5%之间。胀接完以后,分别对两组容器进行气压试验检漏(压力3.22MPa),两组管头未发现泄漏情况(卤素检也未发现泄漏)。

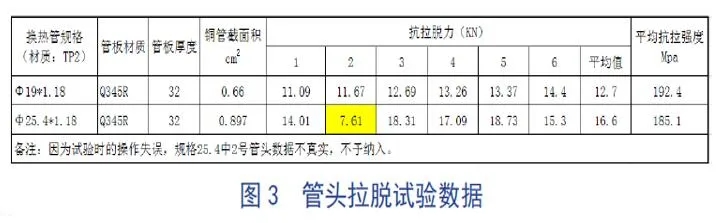
最后,为了验证管子的抗拉脱力,我们按照上面的第三种胀接工艺做了胀接试件进行抗拉脱试验,试验结果见图2(由于操作原因,每种规格只测了其中6个),试验参数见图3。试验结果完全满足强度胀接抗拉强度大于等于4MPa的要求。
胀接前,我们在管子的两端涂抹密封胶水,保证胶水完全覆盖整个管周长方向。然后任意选取5 个不同的管头进行胀接减薄率测试(按照壁厚减薄率4%-7% 制),调节好合适的胀接参数后进行胀接。胀接顺序由下往上进行,左右按顺序进行胀接,不得跳胀。胀接前需要准备两套规格相同的胀管器用于交替使用(30-40个管头交替更换一次),换下的胀管器在清洗剂中清洗及冷却。另外,每根管子胀接前都会涂润滑剂用于胀接过程的润滑。
经验证,管孔开槽加涂抹密封胶水的胀接工艺结构可以很好的满足胀接抗拉强度及管头密封要求,常年胀接泄漏率小于100ppm,极大的保障了产品质量的可靠性以及生产效率。

捷邦经过多年的技术实践与积累、公司能够独立设计、制造各类型的D1,D2类压力容器,拥有门类比较齐全的各种加工设备百余台,其中包括多台数控CNC加工中心,自动化焊接设备。通过这些智能化的设备,有效的提高了产品的生产效率与产品质量,满足客户的各种需求

